Specialist manufacturer H V Wooding has secured new business and is investing in new production capabilities as a result of a research collaboration with the Nuclear AMRC.
Kent-based H V Wooding, which specialises in precision engineered metal components for the automotive and aerospace sectors, worked with materials and engineering researchers from the Nuclear AMRC and other parts of the University of Sheffield to improve the quality of its busbars.
Busbars are insulated metal strips which carry high-current power between different parts of an electrical system.
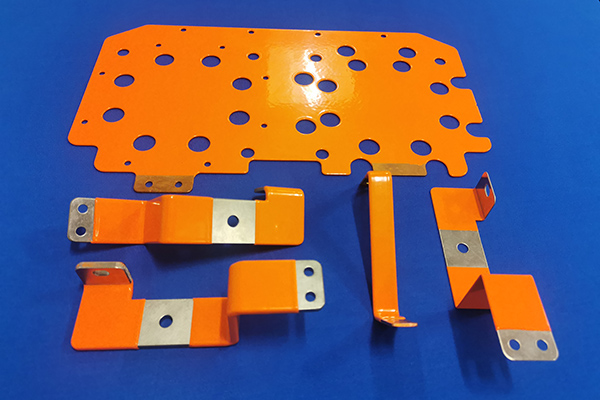
The project, supported by Innovate UK through the Faraday Battery Challenge, aimed to develop a new powder coating process to improve the quality and performance of busbars for the fast-growing electric vehicle market.
“We found that customers in the electric and hybrid vehicle market tended to specify their requirements in terms of kilovolt rating and insulation performance, not coating material or application method,” says Simon Stewart, technical manager at H V Wooding. “The existing coating methods were difficult to control, causing a high level of component rejections due to the coating specification and application failing to meet requirements. Speaking with customers, it was clear that a new coating method was needed to produce busbars with a consistent specified performance.”
With the demand for busbars expected to increase significantly as road transport is electrified, an optimised and automated manufacturing process will give H V Wooding a significant competitive advantage in a rapidly expanding international market.
The project focused on epoxy powder coatings, applied by fluidised bed or spray processes. Powder coatings are generally safer than heat-shrink sleeved insulation, and offer better thermal and electrical performance which allow for a more compact battery design.
The Nuclear AMRC researchers designed a series of experiments to be carried out at H V Wooding’s production facility, to determine and optimise the key process variables for a variety of coating processes. The researchers also worked with the company to optimise laser cutting and deburring of the metal busbar, as any surface burrs can affect the performance of the coating, and define a standardised production process from stock material to final testing.
During the one-year project, the Nuclear AMRC team drew on additional expertise from the University of Sheffield. The AMRC – like the Nuclear AMRC, part of the UK’s High Value Manufacturing Catapult – advised on how the optimised process could be automated and scaled up, and the University’s Department of Electronic and Electrical Engineering helped develop a standardised test procedure for quality assurance.
“The results have allowed us to better understand the relationship between the dielectric strength of the busbar and the coating thickness produced by the processes investigated,” says Paul Allen, business development director at H V Wooding. “Even before the project finished, we secured new business as a result of the improved control of the busbar coating process. This contract has allowed us to invest in a nickel electroplating production line to enhance our production capacity and capability.”

“H V Wooding has been a great collaborative partner to work with,” says James Leatherland, the Nuclear AMRC’s programme manager for collaborative R&D projects. “It’s great to see a project that has had immediate benefits for a UK manufacturer with business wins happening before the project has concluded. We think this project and the investment in the automated manufacturing process will put H V Wooding into a globally competitive position in a growing and important market.”
H V Wooding previously worked with the Nuclear AMRC through the Fit For Nuclear programme, which helps manufacturers meet the quality expectations of the nuclear supply chain. It is also working through the Fit For Offshore Renewables programme, a collaboration between the Nuclear AMRC and Offshore Renewable Energy Catapult.
“Working with the Nuclear AMRC helped us achieve our aims – not just in achieving the initial required results, but the consistency required to make a commercially viable operation with investments continuing,” Stewart concludes.





