Nuclear AMRC news 27 November 2018 CNL collaboration to focus on clean energy development Canadian Nuclear Laboratories (CNL) has signed a new agreement with the Nuclear AMRC to work… admin Love0
Industry news 7 November 2018 Conference focuses on commercialising small reactors Around 200 industry experts attended the UK's first government-backed conference to explore the investment opportunities… admin Love1
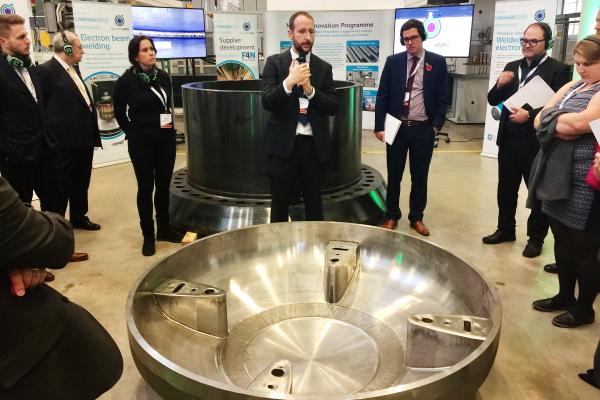
Nuclear AMRC news 26 October 2018 Business secretary hails new generation of power Business secretary Greg Clark MP visited the Nuclear Advanced Manufacturing Research Centre to see the… admin Love0
Nuclear AMRC news 28 August 2018 Rahul enters Great British Bake Off An engineering researcher at the Nuclear AMRC is taking part in The Great British Bake… admin Love0
Industry news 10 August 2018 Five-year funding for HVM Catapult The government has confirmed ongoing funding for the High Value Manufacturing Catapult network of industry-led… admin Love1
Nuclear AMRC news 2 August 2018 Minister welcomes new Derby facility The Nuclear AMRC’s new Derby facility has been welcomed by government as aligning with the… admin Love0
Nuclear AMRC news 29 June 2018 CGN and Nuclear AMRC reach memorandum of understanding CGN, the global clean energy company, has concluded an agreement with the Nuclear AMRC to… admin Love0
Industry news 28 June 2018 Nuclear AMRC welcomes sector deal The Nuclear AMRC has welcomed the launch of the nuclear sector deal, part of the… admin Love1
Nuclear AMRC news 27 June 2018 Assystem signs agreement with Nuclear AMRC Assystem and the Nuclear AMRC have signed a memorandum of understanding to collaborate on joint… admin Love0
Industry news 11 June 2018 Real impact from Fit For Nuclear More than half of manufacturers taking part in the Nuclear AMRC's Fit For Nuclear programme… admin Love1
Industry news 5 June 2018 Horizon moves forward on Wylfa Newydd Horizon Nuclear Power is moving ahead with its proposed new build at Wylfa, Anglesey, with… admin Love1
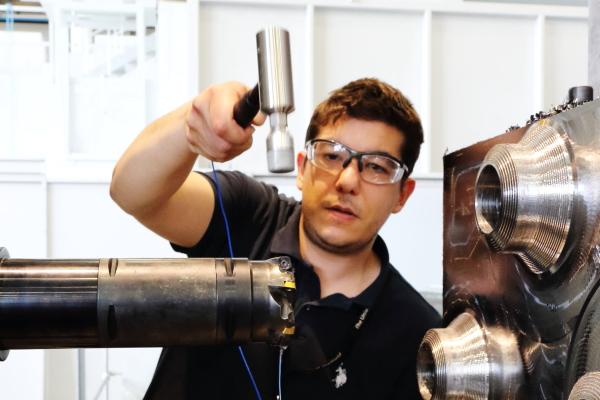
Nuclear AMRC news 14 May 2018 Cycle time slashed for rough milling Nuclear AMRC researchers used a range of advanced techniques to cut the time for rough… admin Love0